1. Высокоскоростная производственная линия расцветки оптического волокна.
При построении выделенной сети связи электроэнергии количество используемых оптических волокон обычно составляет от 12 до 24 ядер. С непрерывным расширением емкости системы согласно новым требованиям к бизнеса, число ядров постепенно увеличивает, и отдельные линии разделы даже увеличивали до 48 до 72 ядров; в испытании стекловолокна, различить каждое стекловолокно удобно во время соединения и пользы, стекловолокно покрашено. Внедрите передовую высокоскоростную производственную линию окраски оптического волокна, чтобы гарантировать, что оптическое волокно не выцветает и не мигрирует в течение всего срока службы. Когда число ядров волокна в блоке трубки нержавеющей стали превышает 12, технология расцветки кольца цвета использована для того чтобы различить волокна.
2. Составная производственная линия блока оптического волокна трубки нержавеющей стали
Введен в мире лазерной сварки композитной нержавеющей стали трубки стекловолокна блок производственной линии. Инновация процесса заключается в том, что использование онлайн-контроля избыточной длины позволяет получить идеальную избыточную длину оптического волокна; наличие внутреннего слоя пластиковой трубки защищает оптическое волокно от ожогов лазерного луча и резкого износа кромок сварных швов труб из нержавеющей стали; Разница между трубкой из нержавеющей стали и внутренней пластиковой трубкой Комбинация значительно увеличивает сопротивление изгибу свободной трубки, а коэффициент теплового расширения внутренней пластиковой трубки соответствует коэффициенту теплового расширения трубки из нержавеющей стали, а избыточная длина волокна более стабильна. Она делала новый прогресс на основании традиционного процесса волочения в холодном состоянии чистой трубки нержавеющей стали.
Среди их, прибор оплаты-стекловолокна принимает независимый онлайн режим автоматического управления каждого стекловолокна и показывает его цифров на экране. Блок стекловолокна трубки нержавеющей стали может приспособить стекловолокна 36 ядров или больше. Используя принцип внеконтактного измерения, через «онлайн прибор управления сверхточной длины» контролирует сверхнормальную длину всей линии стекловолокон в вторичной продукции покрытия, исключая традиционное разрушительное сверхнормальное обнаружение длины и уменьшая отход.
Слой термопластиковой трубки подкладки ПБТ прессован штрангпрессом, и полностью хроматографически мазь волокна и тиксотропной воды преграждая впрыснута в то же время; сверхнормальная длина волокна проконтролирована онлайн, и сверхнормальная длина волокна может достигнуть ‰ 10, И после этого штрангпресс использован для того чтобы установить наружную стенку трубки ПБТ прессует слой высокопрочного горячего прилипателя мельт.
Устройство обрезки кромок разрезает полосу из нержавеющей стали до необходимой ширины. Новый край более благоприятен для лазерной сварки; формовочный стол использует формование и точное позиционирование ролика для придания формы и выравнивания тонкостенной металлической полосе. Головка лазера продольного сварочного аппарата трубы может непрерывно сваривать на-линию нержавеющей стали. Трубка. Должный к изоляции и защите трубки ПБТ, стекловолокно не повлияно на высокой температурой; после прибора топления, слипчивый слой активирован и сжат таблицей тарировки для того чтобы скрепить трубку нержавеющей стали и внутреннюю пластиковую трубку совместно.
3. Зрелая технология страндинг оптического кабеля ОПГВ
Ключ к процессу страндинг оптического кабеля ОПГВ лежит в контроле арморед напряжения оплаты-моноволокна, пре-формировать, прессформы, скорости страндинг, и внутреннего и наружного тангажа слоя. Введение высокоскоростной машины страндинг, полностью автоматического управления напряжения, отвечать потребностямы страндинг обширн-раздела разнослоистого, высокопрочная структура кабеля ОПГВ; другая машина страндинг кабеля отвечает потребностямы катушки-длины ОПГВ и продукции кабеля подводной лодки.




 Кабель оптического волокна ADSS
Кабель оптического волокна ADSS Оптический заземляющий провод OPGW
Оптический заземляющий провод OPGW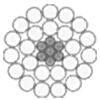 Голые дирижер
Голые дирижер Воздух Дун Микро Кабель
Воздух Дун Микро Кабель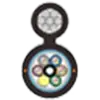 Воздушный кабель волокна
Воздушный кабель волокна Кабель волокна трубопровода
Кабель волокна трубопровода Прямой погребенный оптоволоконный кабель
Прямой погребенный оптоволоконный кабель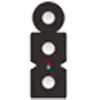 Кабель падения ftth
Кабель падения ftth Биологически защитный кабель
Биологически защитный кабель Ленточный кабель высокой плотности
Ленточный кабель высокой плотности Связь Оптическое волокно
Связь Оптическое волокно Коаксиальный питательный кабель
Коаксиальный питательный кабель Крытый кабель оптического волокна
Крытый кабель оптического волокна Сборки оптического волокна
Сборки оптического волокна Кабель FTTA CPRI
Кабель FTTA CPRI Тактический кабель FTTX
Тактический кабель FTTX Бронированный кабель оптического волокна
Бронированный кабель оптического волокна Гибридный кабель оптического волокна
Гибридный кабель оптического волокна

 Профиль компании
Профиль компании История развития
История развития Квалификация Честь
Квалификация Честь Видео компании
Видео компании Экспонируя зарубежные
Экспонируя зарубежные Наше решение
Наше решение